
Grinderman B600VL и B1000VL
Оригинальная статья #35 (здесь для просмотра фото кликать подпись картинки)
Продолжил пробы новинок от ИНФ-Абразив.
Бруски B600VL и B1000VL. Фото каждого и микрофото их рабочих поверхностей (микрофото с Carl Zeiss Jena GF-Planachromat 12.5x/0.25 Microscope objective. 1,83мм. по горизонтали кадра. - с теми же параметрами, ниже будут снимки результатов проб этих брусков).




Попробовал по разным сталям B600VL и пока что мнение составил такое, что этот камень лучше всего подойдёт для..... столярного инструмента из углеродистых сталей или низколегированных инструменталок. Мне, надо сказать, он в таком качестве понравился больше чем B600VM и.. даже больше бруска Петроградъ Whetstone I-1000-VB. Работает более производительно, нежели Петроградъ, лучше держит форму и хотя работа самую чуточку грубее, то зато мне проще удалось получить очень хорошую однородность по большому пятну контакта - спинка стамески. Что касаемо фаски - если затачивать вручную и чуть корректировать геометрию, то на этом бруске это получается лучше, проще и быстрее, чем на Петрограде, на котором всё-таки лучше бы взять для этого приспособу, иначе высока вероятность "зарыться" и насажать ямок на камне.
По сравнению с B600VM работа по стамеске оказалась менее агрессивной - риска менее глубокая и однородность обработки выше, причём заметно.
А вот при заточке ножей - ситуация почти что обратная. B600VL что по не особо твёрдой углеродке, что по нержавейке (до 58-59HRC включительно) показал хотя и просто шикарную производительность, но однородность обработки даже по широким (по ножевым меркам) фаскам - "на грани". По крайней мере на мой взгляд. Т.е. после него мне потребовалось в обязательном порядке выполнять технологический барьер, чего можно было не делать на тех же сталях после B600VM.
Воду на поверхности данный B600VL удерживал тоже похуже. Хотя, при том, позволял работать почти без выделения суспензии, при необходимости. Форму держит не хуже, как по мне. Оценить вышесказанное касаемо ножей, можно сравнив микрофото ниже и результаты работы на B600VM в обзоре по нему.
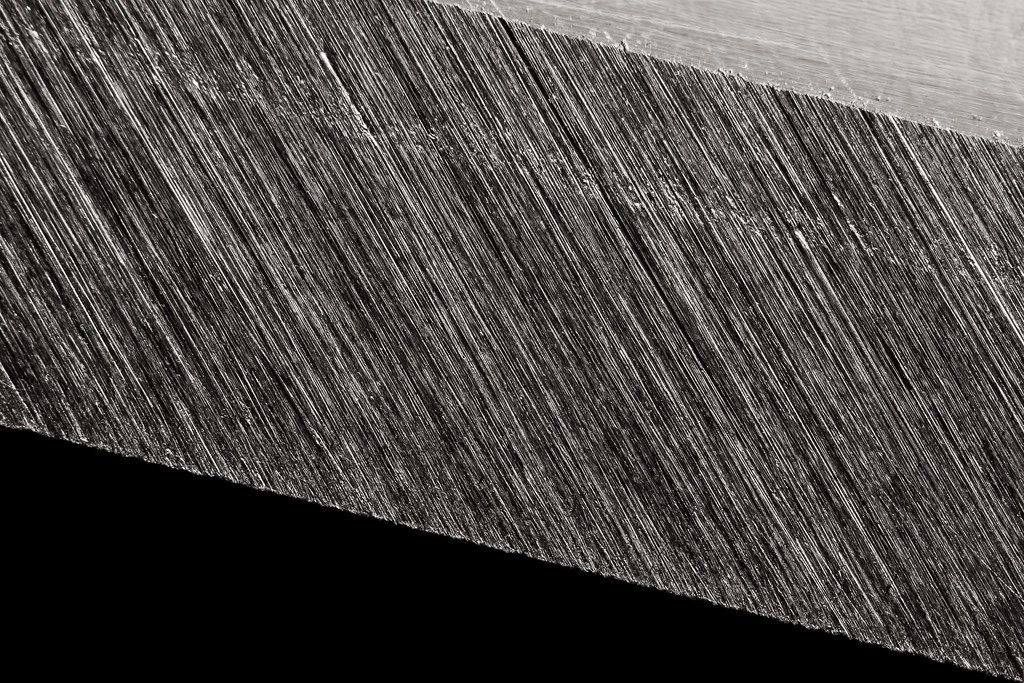 Sharpening AUS8 steel on Whetstone B600VL micro
Sharpening AUS8 steel on Whetstone B600VL micro
Производительность сопоставима, ну может на B600VL чуть выше, ну и шероховатость на такую же чуточку - грубее. На кромке же однородность ногтевым тестом заметно хуже. Но, собственно, если учесть, что бруски на основе карбида кремния в принципе не особо для нержавеек, для которых предпочтительнее абразивы на основе электрокорунда, то можно назвать результат вполне ожидаемым и удачным хотя бы по производительности и удержанию бруском геометрии.
По более твёрдым высоколегированным сталям он работает аккуратнее и более однородно, cpm s35vn, elmax - разница с B600VM мне не показалась заметной. В общем его явное преимущество у меня пока выявилось при работе с углеродками и инструменталками и при работе по значительному пятну контакта - вот в этом он мне очень понравился.
Теперь перейду к работе B1000VL. Я не зря объединил обзоры по этим брускам, так как важен момент соотношения шага зернистости и при том - шага тонкости обработки. Так вот - она невелика. И чем мягче и "проще" сталь - тем разница ниже. Т.е. по оставляемой шероховатости разница меньше, чем разница в производительности этой пары. По более твёрдым и высоколегированным сталям эта разница начинает проявляться заметнее.
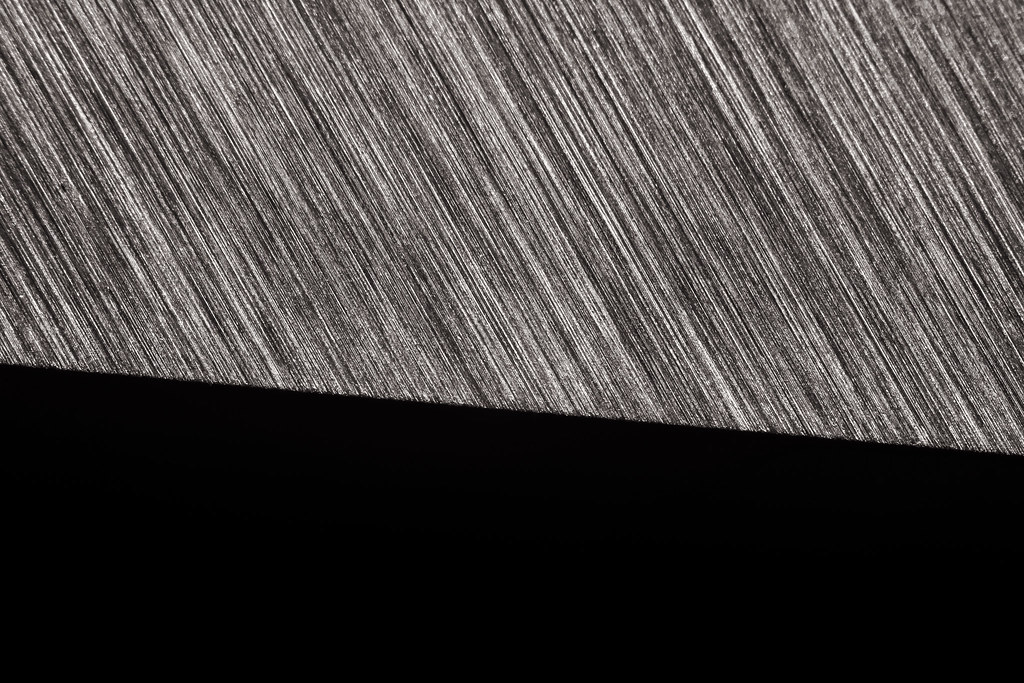
Вот результат работы на нём по стали Aus-8:
 Sharpening AUS8 steel on Whetstone B1000VL micro
Sharpening AUS8 steel on Whetstone B1000VL micro
Вот - результат по элмаксу:
 Sharpening ELMAX steel on Whetstone B1000VL micro
Sharpening ELMAX steel on Whetstone B1000VL micro
Можно сравнить результат по элмаксу с результатом по нему же на бруске B600VM в обзоре по нему и тоже увидеть сходное соотношение обработок.
Воду, кстати, B1000VL держит на поверхности лучше, чем 600. Не знаю, может это, как и некоторые другие моменты, связано с некоторым разбросом в партиях - а какой-то разброс всегда есть, полагаю, но вот с конкретными брусками это так.
В целом, возникает вопрос - каково место в сете бруска B1000VL?
Я бы сказал, что брать и 600 и 1000 - актуально только при работе на достаточно твёрдых сталях и при работе по большому пятну контакта. Если брать для ножей из простеньких сталей невысокой твёрдости, то особого смысла не вижу - на 600 можно получить практически то же самое и быстрее. Но если добирать бруски в сет с целью подточки\правки с менее грубого этапа обработки, где и не нужно снимать особо много - тогда 1000 впишется вполне удачно. Ну и конечно, переход с него на более тонкие бруски и камни предпочтительнее, нежели с 600.